Trong kỹ thuật ổ lăn, khe hở bạc đạn là thông số cốt lõi chi phối trực tiếp đến độ bền, độ ổn định và hiệu suất vận hành. Việc xác lập khe hở vòng bi NTN phù hợp không chỉ giúp hệ thống làm việc êm ái mà còn hạn chế phát sinh nhiệt, rung động và hư hỏng sớm. Bài viết dưới đây trình bày đầy đủ định nghĩa, phương pháp đo, cách tra cứu và tiêu chí lựa chọn khe hở theo các cấp C2, CN, C3, C4, C5.
Khe hở trong vòng bi bạc đạn là gì?
Khe hở trong Vòng bi thể hiện tổng khoảng cách mà vòng trong và vòng ngoài có thể dịch chuyển tương đối khi có lực tác dụng từ bên ngoài. Thông số cơ bản này ảnh hưởng đáng kể đến hiệu suất, tuổi thọ và đặc tính hoạt động của ổ bi.
Khe hở trong được đo bằng cách đẩy hai vòng của ổ bi chưa lắp đặt theo hai hướng ngược nhau và đo khoảng cách giữa vị trí cuối cùng của chúng. Khe hở này tồn tại ở hai dạng:
- Khe hở hướng kính (δ): Độ dịch chuyển được đo theo phương vuông góc với trục trung tâm của ổ bi.
- Khe hở dọc trục (δ1 + δ2): Độ dịch chuyển được đo dọc theo trục trung tâm của vòng bi.

Khe hở trong vòng bi bạc đạn NTN
Nguyên lý đo và hiệu chỉnh khe hở vòng bi NTN
Trong thực tế, để xác định chính xác khe hở vòng bi NTN, người ta áp dụng một tải trọng đo nhỏ lên rãnh lăn. Dưới tác dụng này, vòng bi xuất hiện biến dạng đàn hồi vi mô, khiến giá trị đo được (khe hở biểu kiến) lớn hơn khe hở thực tế.
Do đó, cần hiệu chỉnh sai lệch này bằng hệ số bù trừ tương ứng. Với đa số ổ lăn, mức biến dạng đàn hồi rất nhỏ và có thể xem là không đáng kể trong các ứng dụng thông thường. Tuy nhiên, với các hệ thống yêu cầu độ chính xác cao, việc bù trừ là bắt buộc.
Tại sao việc kiểm tra khe hở trong lại quan trọng
Khe hở trong có tác động lớn đến hiệu suất hoạt động, ảnh hưởng đến các yếu tố như tuổi thọ, độ rung, mức độ tiếng ồn và sinh nhiệt. Khe hở quyết định liệu các phần tử lăn chuyển động theo kiểu lăn hay trượt, ảnh hưởng trực tiếp đến hiệu suất cơ học. Điều này trở nên đặc biệt quan trọng trong các hệ thống cơ khí sử dụng các vật liệu khác nhau.
Hệ số giãn nở nhiệt (CTE) của mỗi vật liệu quyết định tốc độ giãn nở hoặc co lại khi nhiệt độ thay đổi. Sự khác biệt về CTE giữa các thành phần có thể làm thay đổi khe hở trong của ổ bi, từ đó có thể ảnh hưởng đến hiệu suất tổng thể của ổ bi.

Hiệu suất của ổ trục phụ thuộc rất nhiều vào khe hở trong trong quá trình hoạt động; khe hở không phù hợp sẽ dẫn đến tuổi thọ mỏi lăn ngắn và sinh nhiệt, tiếng ồn hoặc rung động.
Các yếu tố hiệu suất chính bị ảnh hưởng:
- Phân bố tải trọng: Khe hở phù hợp đảm bảo phân bố tải trọng ổn định bên trong ổ bi
- Tiếng ồn khi hoạt động: Ảnh hưởng đến đặc tính rung động và tiếng ồn
- Sinh nhiệt: Ảnh hưởng đến nhiệt độ hoạt động
- Tuổi thọ: Ảnh hưởng trực tiếp đến tuổi thọ của ổ bi
- Hiệu suất hoạt động: Xác định chuyển động lăn hay trượt của các bộ phận
Các cấp khe hở vòng bi tiêu chuẩn
Có bốn ký hiệu tiêu chuẩn cho khe hở trong của vòng bi cầu hướng kính một hàng: C2, CN (Bình thường/Khe hở tiêu chuẩn), C3 và C4, C5 trong đó CN và C3 là hai loại được sử dụng phổ biến nhất.
Nhóm khoảng cách an toàn tiêu chuẩn:
- C1: Khe hở nhỏ hơn C2 (ít phổ biến hơn)
- C2: Khe hở nhỏ hơn khe hở bình thường
- CN (hoặc C0) : Khe hở bình thường – tiêu chuẩn cho hầu hết các ứng dụng
- C3: Khe hở lớn hơn khe hở bình thường
- C4: Khe hở lớn hơn khe hở C3
- C5: Khe hở lớn nhất (ứng dụng chuyên biệt)
Khe hở ban đầu lớn hơn bình thường, chẳng hạn như các loại khe hở C3 hoặc C4, rất phổ biến hiện nay vì các ổ trục hiện đại chịu tải trọng cao hơn và yêu cầu lắp ghép chặt hơn. Các khe hở này được kiểm soát bởi Tổ chức Tiêu chuẩn hóa Quốc tế (ISO). Ví dụ, ISO 5753-1:2009 định nghĩa các giá trị khe hở trong hướng kính và phương pháp đo cho các ổ trục hướng kinh.
Từ Khe hở ban đầu (Initial Internal Clearance) đến Khe hở hoạt động (Operation Internal clearance)
Khe hở hướng kính trong ổ bi trước khi lắp đặt được gọi là khe hở hướng kính "ban đầu", trong khi khe hở hướng kính "dư" hoặc "trong quá trình vận hành" là phần còn lại sau khi ổ bi đã được lắp đặt.
Các yếu tố làm giảm khả năng thông thoáng bên trong:
1. Lắp ghép kiểu ép chặt
Lắp ghép trục chặt, trong đó trục lớn hơn một chút so với vòng trong của ổ bi, sẽ làm giãn vòng trong, làm giảm khe hở hướng kính lên đến 80% so với lắp ghép kiểu ép chặt. Sự giãn nở của vòng trong hoặc sự nén của vòng ngoài do lắp ghép kiểu ép chặt làm giảm khe hở trong.
2. Ảnh hưởng nhiệt
Sự chênh lệch nhiệt độ giữa trục và vỏ có thể ảnh hưởng đến khe hở, được tính bằng 0,0000125 lần hiệu số nhiệt độ nhân với đường kính rãnh vòng ngoài đối với vòng bi thép crom. Vòng bi sinh nhiệt trong quá trình hoạt động, và sự giãn nở nhiệt khác biệt giữa vòng bi và các bộ phận ghép nối ảnh hưởng đến khe hở trong.
Nếu không được tính toán chính xác, khe hở hướng kính bên trong bàn làm việc không đủ có thể dẫn đến không có khe hở hoạt động, tiềm ẩn nguy cơ gây ra hiện tượng quá nhiệt, trong đó sự sinh nhiệt ban đầu tạo ra nhiệt độ cao hơn, dẫn đến khe hở trong âm và sinh nhiệt nhiều hơn trong một chu kỳ liên tục.
Tra cứu khe hở vòng bi bạc đạn NTN
Khi đo khe hở trong của ổ bi, người ta tác dụng một tải trọng đo nhỏ lên rãnh lăn để đo khe hở trong một cách chính xác. Tuy nhiên, lúc này, ổ bi sẽ bị biến dạng đàn hồi nhẹ dưới tác dụng của tải trọng đó và giá trị khe hở đo được (khe hở thực) sẽ lớn hơn một chút so với khe hở thực.
Sự khác biệt giữa khe hở ổ trục thực tế và lượng tăng thêm do biến dạng đàn hồi cần được bù trừ. Các giá trị bù trừ này được đưa ra trong Bảng dưới đây. Đối với ổ lăn, lượng biến dạng đàn hồi đủ nhỏ để có thể bỏ qua.

Bảng 1: Điều chỉnh khe hở hướng kính bên trong dựa trên tải trọng đo được (Đối với vòng bi cầu rãnh sâu)
Các giá trị khe hở trong cho từng loại ổ trục được thể hiện trong bảng sau.
Bảng Tra cứu khe hở vòng bi bạc đạn cầu rãnh sâu NTN

Bảng Tra cứu khe hở hướng kính vòng bi bạc đạn cầu rãnh sâu NTN
Bảng Tra cứu khe hở vòng bi bạc đạn cầu tự lựa NTN

Bảng Tra cứu khe hở hướng kính vòng bi bạc đạn cầu tự lựa NTN lỗ thẳng


Bảng Tra cứu khe hở hướng kính vòng bi bạc đạn cầu tự lựa NTN lỗ côn
Bảng Tra cứu khe hở vòng bi bạc đạn tiếp xúc góc NTN

Bảng Tra cứu khe hở hướng kính vòng bi bạc đạn tiếp xúc góc ghép cặp NTN
Nhóm khe hở trong bảng chỉ áp dụng cho các góc tiếp xúc trong bảng dưới đây.

1) Không ghi rõ số hiệu vòng bi.
2) Để biết thông tin về khe hở khác với khe hở tiêu chuẩn, vui lòng liên hệ với kỹ thuật viên.

Bảng Tra cứu khe hở hướng kính vòng bi bạc đạn tiếp xúc góc 2 dãy NTN
Bảng Tra cứu khe hở vòng bi bạc đạn động cơ điện NTN

Bảng Tra cứu khe hở hướng kính vòng bi bạc đạn động cơ điện NTN
Lưu ý:
- Hậu tố CM được thêm vào số hiệu vòng bi. Ví dụ: 6205 ZZ CM
- Khe hở không thể hoán đổi cho nhau đối với vòng bi lăn hình trụ
Bảng Tra cứu khe hở vòng bi bạc đạn đũa trụ NTN
Khe hở hướng kính bên trong cho Bạc đạn đũa trụ có thể hoán đổi (lỗ thẳng)

Khe hở hướng kính trong đối với Vòng bi bạc đạn đũa trụ NTN
Khe hở hướng kính bên trong đối với Vòng bi bạc đạn đũa trụ không thể hoán đổi cho nhau
")
Khe hở hướng kính bên trong đối với Vòng bi bạc đạn đũa trụ không thể hoán đổi cho nhau (Lỗ thẳng)
1) Đối với vòng bi có khe hở tiêu chuẩn, chỉ cần thêm NA vào số hiệu vòng bi. Ví dụ: NU310NA
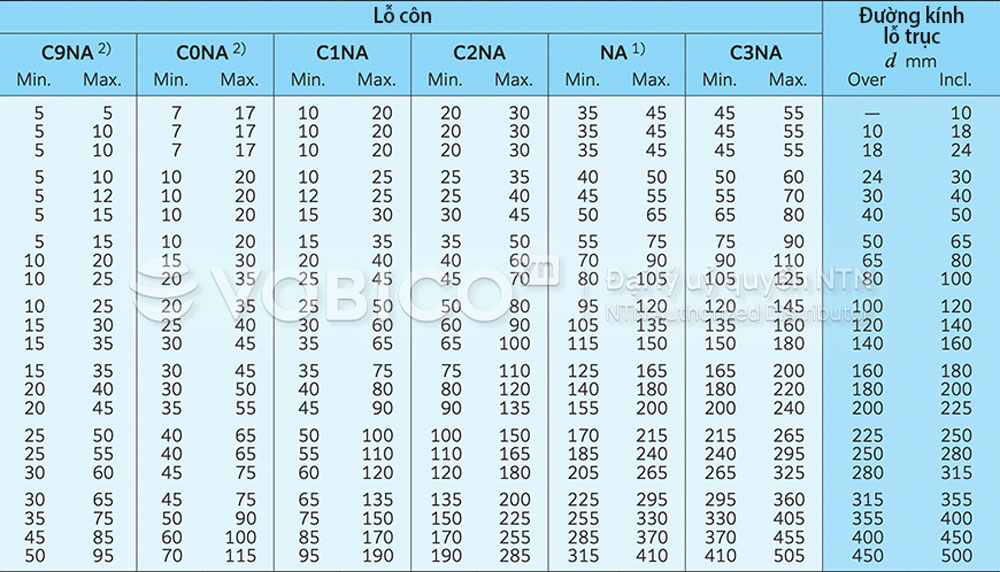
Khe hở hướng kính bên trong đối với Vòng bi bạc đạn đũa trụ không thể hoán đổi cho nhau (Lỗ côn)
2) Khe hở C9NA, C0NA và C1NA chỉ áp dụng cho các vòng bi chính xác thuộc tiêu chuẩn JIS cấp 5 trở lên.
Bảng Tra cứu khe hở vòng bi bạc đạn côn NTN
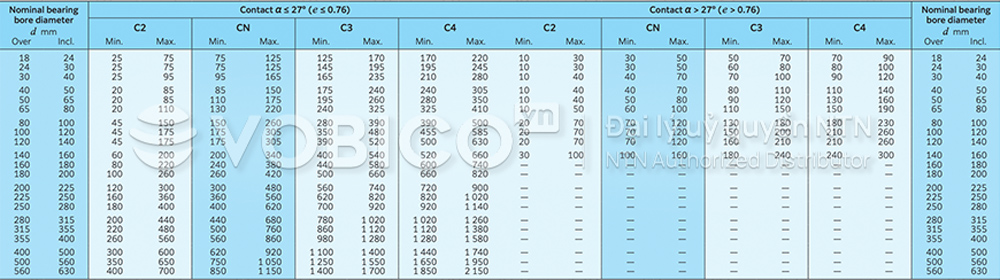
Khe hở dọc trục bên trong cho vòng bi côn 2 hàng và vòng bi côn lắp cặp (dòng hệ mét)
- Bảng này áp dụng cho các vòng bi có trong danh mục. Để biết thông tin về các vòng bi khác hoặc vòng bi sử dụng đơn vị đo lường thông dụng của Mỹ, vui lòng liên hệ với kỹ thuật viên.
- Mối tương quan giữa khe hở trong hướng trục (Δa) và khe hở trong hướng tâm (Δr) được biểu thị bằng công thức Δr = 0,667 e Δa. e: Hằng số (xem bảng kích thước)
- Bảng này không áp dụng cho các dòng vòng bi 329X, 330, 322C, 323C, 303C và T4CB
Bảng Tra cứu khe hở vòng bi bạc đạn tang trống tự lựa NTN

Bảng Tra cứu khe hở vòng bi bạc đạn tang trống tự lựa NTN lỗ thẳng và lỗ côn
Bảng Tra cứu khe hở vòng bi bạc đạn tiếp xúc 4 điểm NTN
Bảng Tra cứu khe hở vòng bi bạc đạn tiếp xúc bốn điểm NTN

Khe hở trong dọc trục của ổ bi tiếp xúc bốn điểm NTN
Lựa chọn Khe hở vòng bi phù hợp
Khi nào nên sử dụng khe hở nhỏ (C2):
Khe hở hướng kính nhỏ giúp giảm tiếng ồn, tăng độ cứng vững và độ chính xác khi vận hành khi tải trọng hoàn toàn hướng kính. Tuy nhiên, không nên sử dụng các mối ghép ép với khe hở nhỏ, và nên tránh sử dụng chúng trong các ứng dụng tốc độ cao, môi trường rung động mạnh hoặc các ứng dụng mô-men xoắn rất thấp. Những sản phẩm này thường không có sẵn trên thị trường và cần phải được sản xuất theo yêu cầu.
Khi nào nên sử dụng khe hở tiêu chuẩn (CN):
Khe hở hướng kính trung bình là loại được sử dụng phổ biến nhất và được cung cấp theo tiêu chuẩn, ngoại trừ các vòng bi gốm hoàn toàn có khe hở C3 theo tiêu chuẩn. Khe hở này phù hợp với các ứng dụng thông thường với điều kiện hoạt động điển hình. Các vòng bi không có định nghĩa khe hở trong mô tả sản phẩm được giả định là có khe hở CN.
Khi nào nên sử dụng khe hở lớn (C3/C4):
Khe hở hướng kính lớn được ưu tiên sử dụng cho tải trọng dọc trục cao vì nó làm tăng khả năng chịu tải trọng dọc trục của ổ bi và giúp bù đắp tốt hơn sự lệch trục giữa trục và vỏ ổ bi. Khe hở C3 thường được sử dụng trong môi trường tốc độ cao hoặc nhiệt độ cao, nơi cần thêm không gian để bù đắp sự giãn nở nhiệt mà không ảnh hưởng đến hiệu suất.
Các yếu tố cần xem xét tùy thuộc vào ứng dụng cụ thể:
Khe hở trong phù hợp phụ thuộc vào các yếu tố như nhiệt độ hoạt động, tốc độ, tải trọng và mức hiệu suất mong muốn. Cần xem xét:
- Điều kiện tải : Tải trọng hướng kính thuần túy so với tải trọng kết hợp
- Tốc độ vận hành: Các ứng dụng tốc độ cao đòi hỏi lựa chọn khe hở cẩn thận
- Biến đổi nhiệt độ: Giãn nở nhiệt trong quá trình hoạt động
- Độ lắp ghép giữa trục và vỏ: Lắp ghép kiểu ép chặt làm giảm đáng kể khe hở
- Dung sai lệch trục: Khe hở lớn hơn giúp dễ dàng bù đắp sai lệch trục
Tiêu chuẩn công nghiệp
ISO 5753-1:2009 quy định các giá trị khe hở hướng kính bên trong cho ổ bi cầu rãnh tiếp xúc hướng kính, ổ bi cầu tự lựa hai hàng, ổ lăn trụ, ổ lăn kim, ổ lăn hình xuyến và ổ lăn tự lựa hai hàng. Tiêu chuẩn này cung cấp các giá trị khe hở cho cả ổ lăn trụ và ổ lăn côn.
Các phương pháp tối ưu để đạt hiệu suất cao nhất
- Tính toán độ giảm khe hở: Luôn tính đến ảnh hưởng của sự lắp ghép chặt và ảnh hưởng nhiệt độ.
- Xem xét điều kiện hoạt động: Nhiệt độ, tốc độ và tải trọng ảnh hưởng đến yêu cầu về khe hở.
- Giám sát trong quá trình lắp đặt: Đo độ giảm khe hở khi lắp đặt các ổ bi có sự lắp ghép chặt.
- Duy trì khe hở hoạt động tối thiểu: Trong hầu hết các trường hợp, cần có khe hở hướng kính dư gần bằng không để giảm thiểu hiện tượng trượt bi và giảm độ rơ dọc trục.
- Tính đến sự giãn nở nhiệt: Tính đến sự chênh lệch nhiệt độ giữa các bộ phận.
Những lỗi thường gặp cần tránh
- Sử dụng khe hở tiêu chuẩn mà không xem xét đến các mối ghép chặt
- Bỏ qua ảnh hưởng của nhiệt độ trong các ứng dụng nhiệt độ cao
- Chọn khe hở quá nhỏ cho các ứng dụng có tải trọng trục lớn
- Không đo độ giảm khe hở trong quá trình lắp đặt
- Bỏ qua tác động của sự sai lệch trục đến yêu cầu về khe hở
Kết luận
Khe hở trong là một thông số quan trọng cần được xem xét cẩn thận trong quá trình lựa chọn và lắp đặt ổ bi. Khe hở trong đủ trong quá trình hoạt động là rất quan trọng, và việc lựa chọn khe hở trong ban đầu phù hợp sẽ đạt được khe hở trong hoạt động mong muốn. Bằng cách hiểu rõ các điều kiện lắp đặt, ảnh hưởng nhiệt và các thông số hoạt động ảnh hưởng đến khe hở như thế nào, các kỹ sư có thể tối ưu hóa hiệu suất ổ bi và tối đa hóa tuổi thọ sử dụng.
Đối với các ứng dụng chuyên biệt hoặc khi các nhóm khe hở tiêu chuẩn không đáp ứng yêu cầu, có thể chỉ định khe hở tùy chỉnh để đảm bảo hoạt động tối ưu của ổ bi trong các điều kiện cụ thể. Vui lòng liên hệ với đội ngũ kỹ sư bán hàng của chúng tôi để được hỗ trợ xác định giải pháp ổ bi tối ưu cho ứng dụng của bạn. Chúng tôi có thể cung cấp ổ bi với bất kỳ khe hở trong nào được chỉ định theo yêu cầu.


